Круговая газорезка: днища, фланцы, технологические крышки
Как круговая машина держит окружность без отклонения, чем она удобнее портала на серии круглых деталей, какие диаметры тянет.
Когда нужна именно круговая
Круговую газорезку применяют там, где номенклатура повторяется и состоит из круглых деталей: днища котлов и резервуаров, фланцы под штуцеры, технологические крышки люков, заготовки для гибки в обечайки. На таких задачах круговая машина выигрывает у портала по одному показателю — времени установки. На круговой задаётся центр и диаметр, машина включается и режет; на портале нужно загрузить чертёж в CAM, расставить детали на листе, отыграть пробный обвод. На партии из 5–10 одинаковых деталей это разница в 30–60 минут.
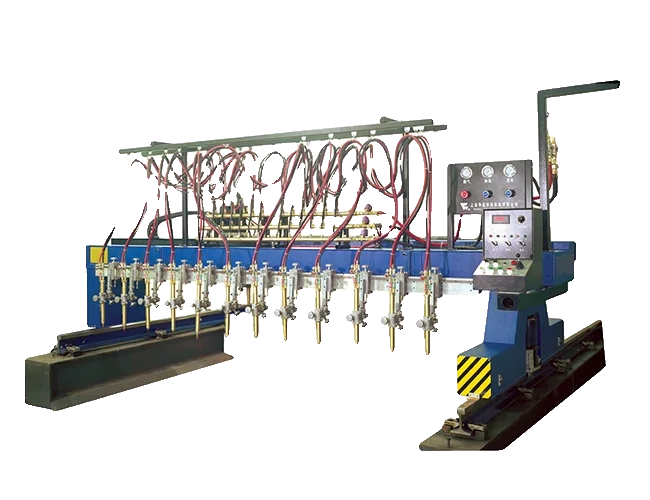
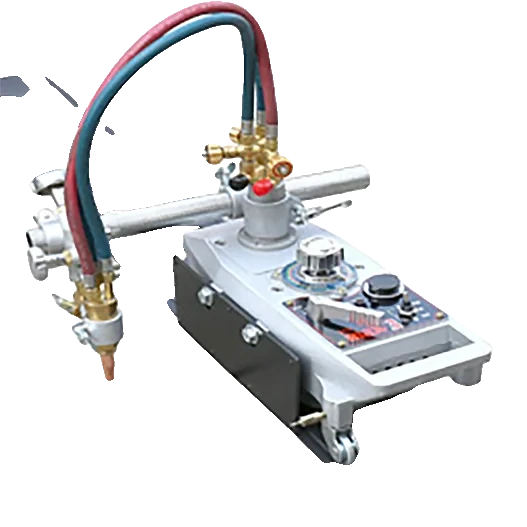
Конструкция и принцип
Круговая машина — это электропривод с горизонтальной штангой и резаком на конце. Центральная точка фиксируется в листе магнитом или керном, штанга устанавливается на нужный радиус, и резак движется по окружности с прогнозируемой скоростью. Геометрия окружности задаётся жёстко механикой, без программного управления — поэтому отклонение диаметра обычно ±1–2 мм без какой-либо настройки оператором.
Диапазоны диаметров
| Класс машины | Диаметр круга | Толщина стали | Время реза |
|---|---|---|---|
| Лёгкая | 100–600 мм | 5–30 мм | 3–6 мин на круг Ø500 мм |
| Средняя | 200–1500 мм | 10–50 мм | 8–14 мин на круг Ø1000 мм |
| Тяжёлая | 500–3000 мм | 20–100 мм | 20–40 мин на круг Ø2000 мм |
Толщина 100 мм режется штатно — это типовой материал днищ под средние резервуары; для днищ магистральных труб (200+ мм) используют машины с усиленной штангой и принудительным охлаждением мундштука.
Внутренний и внешний рез
Круговая машина одинаково режет как внешний контур (заготовка днища или фланца), так и внутренний (отверстие в листе под крышку или горловину). На внешнем резе остаётся отход в виде квадрата с вырезанным кругом; на внутреннем — кольцевой отход. Технологически важно: при внутреннем резе сначала пробивают пилотное отверстие (5–10 мм) и вводят резак через него, иначе нагреется лист и пойдёт деформация.
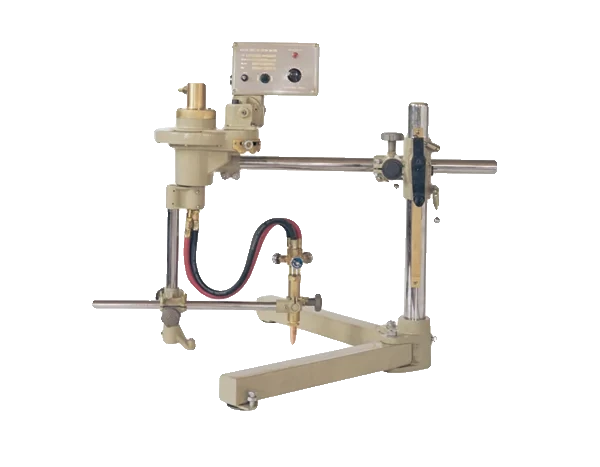
Фаска за один проход
Современные круговые машины снимают фаску одновременно с резом — резак наклоняется под нужным углом (30°, 45°), и кромка детали выходит сразу под сварку. Это экономит этап подготовки кромки на фаскоснимателе и важно для днищ под двусторонний шов в резервуаростроении. Угол фаски выставляется механическим упором, без программирования.
Что важно при выборе
- Диапазон диаметра под максимальный размер вашей серийной детали с запасом 15–20%.
- Возможность смещения центра по оси — для эллиптических днищ или со смещённой горловиной.
- Жёсткость штанги: длинная штанга на тонкой балке даёт «прыгающую» окружность, ищите усиленный профиль.
- Совместимость с рабочими газами: чистый кислород для углеродистой стали, ацетилен / пропан в смеси для разных толщин.
Машины круговой резки — в разделе каталога. Подбор под диаметр и толщину серийной детали — через квиз.