Портальные машины резки: окупаемость и серийное производство
Когда портальная машина платит за себя, какие узлы у неё критичны для смены и почему дешёвая рама даёт «волну» по кромке через год эксплуатации.
Что отличает портал от консоли
Портальная машина — это станок с двумя продольными направляющими и поперечной балкой-порталом, по которой перемещается суппорт с резаком. Конструкция жёсткая в обеих осях: при движении портала рабочая точка не «гуляет» под собственным весом, как у консоли с одной опорой. Это даёт стабильную геометрию реза на длинных участках 6–12 м и позволяет ставить несколько суппортов на один портал — плазменный, газовый, маркировочный — без потери точности.
Где портал окупается
Опорная цифра — 80–120 м прямого реза в смену на устойчивом потоке заказов. На этом объёме портал окупается за 8–14 месяцев против ручной или консольной техники, и большая часть экономии идёт не с расходников, а с фонда оплаты труда: один оператор обслуживает портал, в то время как тот же объём ручной резки требовал двух-трёх сварщиков-резчиков посменно. На объёмах ниже 50 м/смену портал технически работает, но окупаемость растягивается за 24 месяца — экономически граница консоли или ручной машины.
Узлы, которые ходят
| Узел | Что делает | Ресурс |
|---|---|---|
| Рейка-шестерня осей X/Y | Передаёт движение портала и суппорта | 3–5 лет на двухсменке |
| Сервопривод осей | Точность позиционирования ±0,1 мм | 5–8 лет, замена платы редко |
| Контроллер высоты дуги (THC) | Держит расстояние мундштука над листом | 2–4 года, расходник датчика 12–18 мес |
| Газовые шланги | Подача кислорода / горючего к мундштукам | 18–24 месяца, потом нарушение герметичности |
| Решётчатый стол | Опора заготовки, сток окалины | 3–7 лет до замены ламелей |
Почему дешёвая рама даёт «волну»
Главная экономия дешёвого портала — на металлоёмкости рамы. Сэкономленные 200–400 кг конструкционной стали на размер 3×6 м в первый год не видны: машина работает, кромка ровная. К концу года на длинных резах появляется характерная «волна» с шагом 600–1000 мм — это резонанс портала на собственной частоте при движении с рабочей скоростью. Лечится только усилением рамы, и обычно дешевле списать машину и купить нормальную. Поэтому при выборе портала смотрите на массу станка под длину рельса: для 6 м направляющих масса ниже 2,5 тонн — повод задать дополнительные вопросы продавцу.
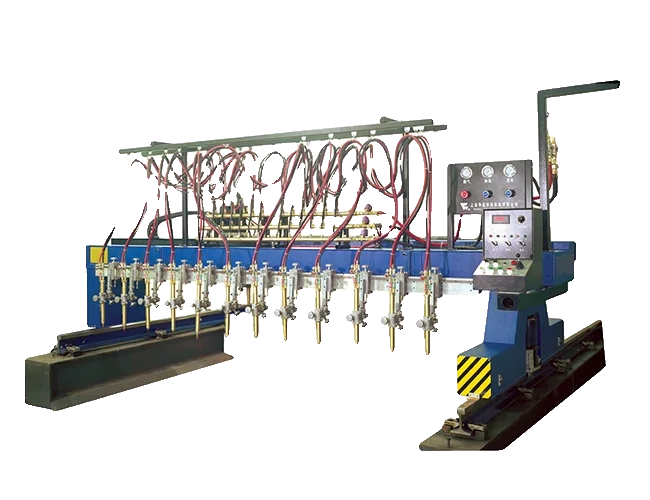
Многосуппортная компоновка
На одном портале часто ставят 2–4 суппорта с разным инструментом:
- Один плазменный — для тонкого металла и серийных деталей с чистой кромкой.
- Один газовый — для толстых листов от 50 мм, где плазма уже не справляется.
- Один маркировочный (пневматический керн) — наносит позиции отверстий, маркировку партии прямо на деталь до отрезки.
- Иногда — суппорт фаскоснимателя или сверлильной головки на серийных деталях с типовой отделкой.
Многосуппортная компоновка превращает портал в комплексный центр раскроя: операции, требовавшие переноса детали на другую машину, выполняются за один заход.
Подготовка цеха
Портал — это не только машина, но и инфраструктура вокруг неё. До закупки нужно посчитать:
- Площадь под рельсы + проход 1,5 м по периметру (минимум 1,5×длины рельса по ширине цеха).
- Грузоподъёмность пола или фундамент — масса портала с устойчивой рамой 3–8 тонн.
- Вытяжку — плазма даёт мелкодисперсный аэрозоль, без вытяжки цех становится непригодным за неделю.
- УПС для контроллера ЧПУ — скачок напряжения посреди реза убивает лист на 30+ м² (типичный объём листа после раскроя).
- Запас расходников плазмы на 3 месяца — катод, сопло, защитный колпак, дефлектор.
Портальные машины в нашем каталоге — в разделе портальной резки. Подбор под рабочее поле и серийный объём — через квиз или в форме контактов.