Двутавровая резка: балки и колонны для металлоконструкций
Какие машины режут двутавр за один установ, почему обычная газорезка не справляется с профильным сечением, как считать длину заготовки под усадку шва.
Зачем отдельная машина для двутавра
Двутавровая балка — это профиль с двумя горизонтальными полками и вертикальной стенкой. На прямой газорезке за один установ режется только одна плоскость; полки и стенка требуют переворота заготовки и трёх отдельных резов с подгонкой плоскостей друг к другу. Получается криво: одна полка короче другой на 2–3 мм, стенка отрезана со скосом. Двутавровая машина решает задачу одним проходом — два резака режут полки одновременно, третий идёт по стенке, и геометрия конца балки получается прогнозируемой.
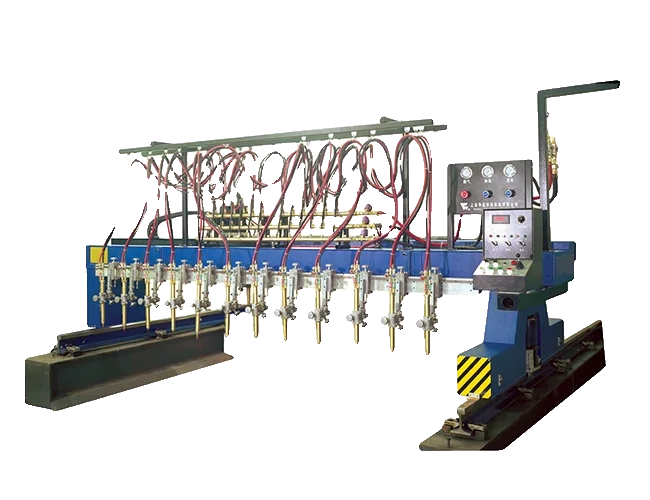
Конструкция машины
Машина двутавровой резки — это рама с тремя резаками, расположенными в форме «П»: два верхних режут полки, нижний (или поперечный) режет стенку. Балка укладывается на роликовый конвейер и подаётся в рабочую зону до упора; машина выполняет рез синхронно всеми резаками, без переустановки. Цикл реза балки сечения IPB 200 — около 4–6 минут, против 25–35 минут на ручной резке с переворотами.
Типовые размеры
| Профиль | Высота, мм | Ширина полки, мм | Толщина стенки, мм |
|---|---|---|---|
| IPE 100 | 100 | 55 | 4,1 |
| IPE 200 | 200 | 100 | 5,6 |
| IPB 240 | 240 | 240 | 7,0 |
| IPB 400 | 400 | 300 | 11,0 |
| IPB 600 | 600 | 300 | 15,5 |
Стандартная машина двутавровой резки тянет профили от IPE 100 до IPB 600 без переналадки — диапазон, который закрывает 90% применений в металлоконструкциях.
Угловой рез под фермы
Машина режет не только перпендикулярно оси балки, но и под углом — 30°, 45°, 60°. Это критично для ферменных конструкций: косынки и подкосы крепятся к балке под наклоном, и подрезка конца под угол сваркой одновременно с резкой даёт готовое соединение без подгонки на сборке. Угол выставляется механически на каждом резаке или программно через ЧПУ (на машинах класса выше).
Усадка шва: как считать длину
Двутавровая балка после сварки усаживается по длине на 0,5–1,0 мм на метр шва — стандартное явление термической усадки. На балке длиной 6 м, свариваемой с обеих сторон, итоговая длина короче исходной на 6–12 мм. Это надо закладывать в раскрой: резать с припуском 8–12 мм против чертёжной длины. На крупных объектах с десятками балок одной длины припуск обязательно проверяется на пробной партии перед серийной резкой.
Подача заготовок и удаление отходов
- Роликовый конвейер на 6–12 м перед машиной — для подачи балок без перекатывания.
- Прижим к упору на каждом резе — без него отклонение длины +/− 2–5 мм.
- Сток окалины из рабочей зоны — иначе через смену зона забивается и резаки начинают «спотыкаться».
- Контейнер для обрезков под машиной — стандартные «хвосты» по 100–300 мм с каждого реза.
Что важно при выборе
Смотрите на максимальную высоту профиля (потолок IPB 400 или IPB 600 даёт большую разницу в стоимости), на типы резки (газовая универсальнее плазмы на толстых полках), на скорость подачи (от 80 мм/мин на тяжёлых сечениях до 300 мм/мин на лёгких) и на возможность углового реза без ручной перенастройки.
Машины двутавровой резки — в разделе каталога. Под объём цеха и номенклатуру профилей — через квиз.