Фигурная резка металла: шаблоны и ЧПУ
Когда шаблонная машина выигрывает у ЧПУ, как подобрать материал копира под серию, что в ЧПУ-резке съедает время больше, чем сам процесс реза.
Два подхода к фигурному резу
Фигурная резка металла — это вырезание сложных контуров: косынок, кронштейнов, монтажных пластин, декоративных накладок. Два технологических подхода:
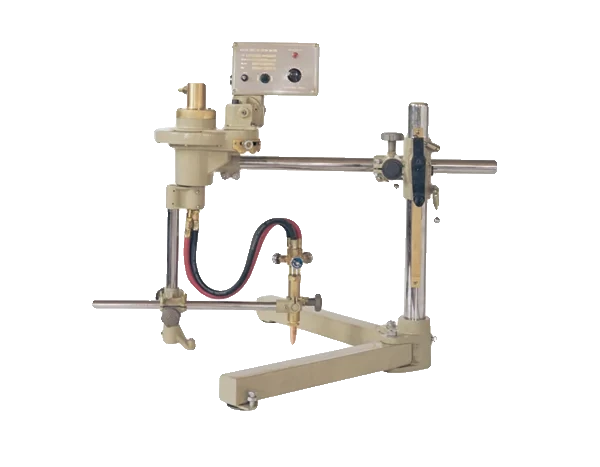
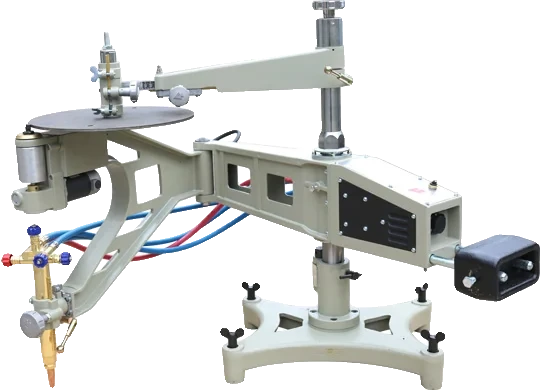
- Шаблонная (копировальная) — оператор делает металлический копир, машина проходит резаком вдоль кромки копира с механическим следящим роликом.
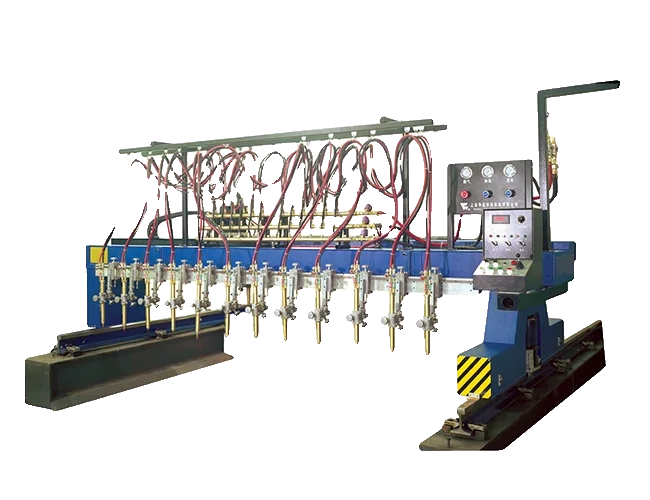
- ЧПУ — деталь рисуется в CAD, программа разводит детали на листе с минимизацией отходов, машина режет по G-коду.
Когда выигрывает шаблон
| Параметр | Шаблонная | ЧПУ |
|---|---|---|
| Подготовка перед резкой | 1–4 часа (изготовление копира) | 15–30 минут (CAD/CAM) |
| Серийная цена детали | низкая | средняя (электроника, лицензии) |
| Сложность контура | средняя | любая |
| Переход на новую деталь | часы (новый копир) | минуты (новый чертёж) |
| Требования к оператору | опытный газорезчик | оператор ЧПУ + базовый CAM |
Шаблонная машина выигрывает на больших партиях одинаковых деталей — например, 500 косынок серии под типовую балку. Копир делается один раз и работает годами. На малых партиях разной номенклатуры выигрывает ЧПУ — там переход на новую деталь не требует переделки оснастки.
Материал копира
Копир делается из листовой стали толщиной 6–12 мм. Слишком тонкий — деформируется от веса следящего ролика, кромка копира «гуляет» по детали. Слишком толстый — сложно обрабатывать края под чистую направляющую, копир получается с шероховатостью. На серийном производстве копир делается из подкалённой стали с шлифованной кромкой — служит до 10 000 циклов без потери точности.
Что съедает время в ЧПУ-резке
Большинство технологов недооценивают «непроизводственное» время ЧПУ:
- Загрузка чертежа в CAM, расстановка деталей на листе — 15–25 минут на партию.
- Подбор режимов реза (скорость, ток / расход кислорода) — 5–10 минут.
- Подготовка листа на столе — выравнивание, прижим, проверка по нулевой точке — 10–15 минут.
- Пробный прожиг для калибровки — 2–3 минуты.
- Сам рез — 30–60 минут для типового листа 1500×3000 мм.
- Снятие деталей, удаление окалины, маркировка — 15–25 минут.
Из 2,5 часов на партию — резкой машина занята около часа. Это значит, что оптимизировать стоит подготовительные операции, а не саму машину.
Газ или плазма для фигурной
На фигурном контуре плазма стандартно даёт лучший результат: тонкая струя, минимальная зона термического влияния, чистая кромка без окалины. Газовая резка применяется на толщинах от 40 мм, где плазма уже не справляется. Универсальные машины ставят оба суппорта — плазму на тонком металле, газ на толстом, оператор выбирает источник в зависимости от листа.
Минимизация отходов
Типовая CAM-программа раскладывает детали с зазором 5–8 мм между ними и 20 мм от кромки листа. Это даёт отход 25–40% от площади листа на сложной номенклатуре. Оптимизация раскладки (nesting) даёт 15–20% отход, но требует профессиональной лицензии и опыта технолога. На партии из 500 деталей разница — целый стандартный лист 1,25×2,5 м (около 50–80 кг стали).
Машины фигурной резки — в разделе каталога. Сравнение шаблонных и ЧПУ-моделей — через инженера.