Как выбрать газорезательную машину под производство
Разбираем, чем отличаются прямолинейные, фигурные и портальные машины, какие толщины тянут и где экономия на этапе покупки оборачивается простоем смены.
С чего начинается выбор
Любая закупка газорезательной техники начинается с одного и того же вопроса: какие толщины предстоит резать каждый день, а не «в идеальном случае». Подменяя «каждый день» на «иногда», заказчики покупают слишком тяжёлые машины — и теряют деньги на электроэнергии, расходе газа и обслуживании. Обратная ошибка тоже встречается: ручной резак ставят на серию деталей по 30 мм — оператор не выдерживает темп, кромка уходит «волной», деталь идёт под доработку фрезой.
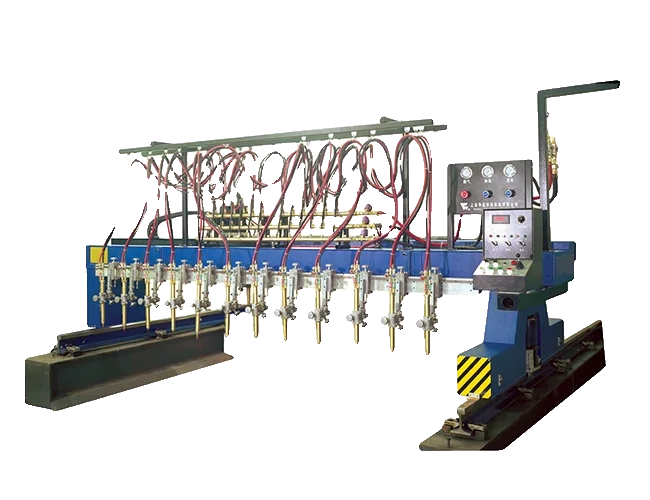
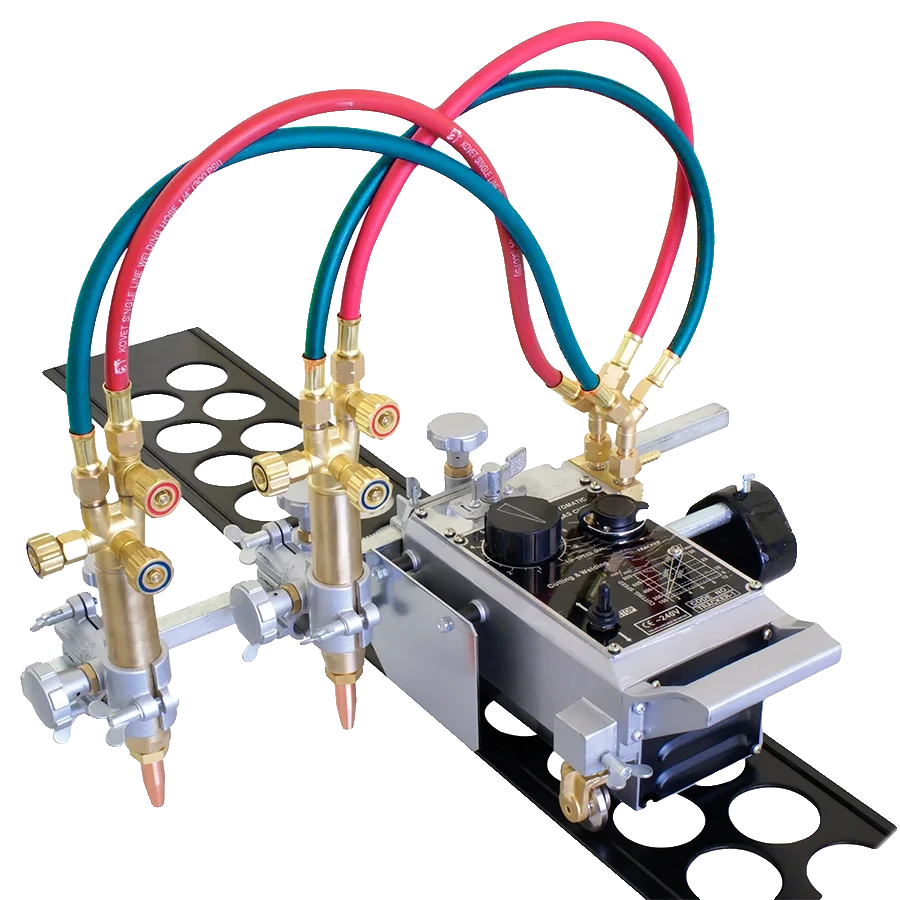
Прямолинейная резка
Прямой рез — самый массовый сценарий: заготовки для металлоконструкций, листы для гибки, обечайки. Машины этого класса дают стабильную скорость на длинных участках до 8–10 м, держат кромку без отклонения, не требуют постоянного присутствия оператора у рукоятки. На малом производстве хватит однорезаковой каретки; на серийном — выбирают двух- или трёхрезаковые модели, которые за один проход режут параллельные полосы и кратно увеличивают выработку смены.
- Диапазон толщин — от 5 до 100 мм по стали 09Г2С / Ст3.
- Точность реза — ±0,5 мм на длине 1 м при правильной настройке мундштука.
- Износ — расходники (мундштук, шланги, регуляторы) дешевле, чем у плазмы.
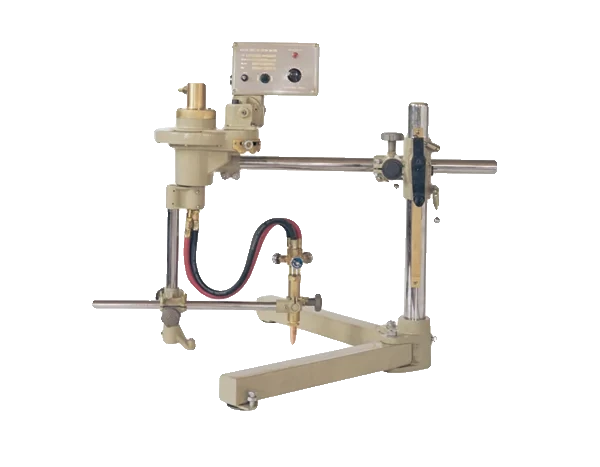
Фигурная резка
Машины фигурной резки используют шаблоны или ЧПУ-управление. Шаблонные подойдут серийному цеху, где сезонные заказы повторяются: технолог делает один металлический копир и режет по нему сотни одинаковых деталей. ЧПУ-машины — гибче: переключение между чертежами — несколько минут, лимит сложности контура практически снят, но цена входа выше и нужен оператор с базовым CAM-навыком.
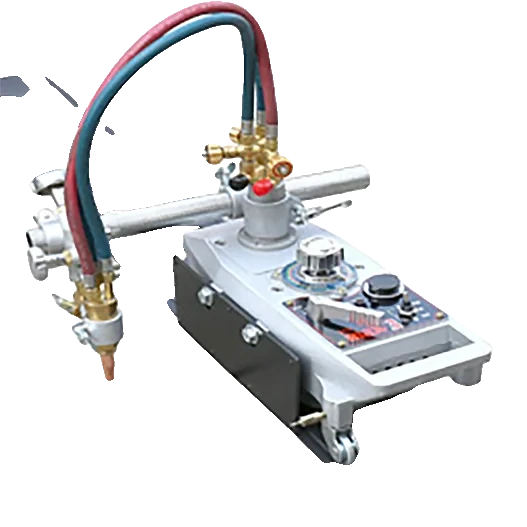
Резка труб
Для труб — отдельный класс машин. Прямая резка трубы используется при сборке трубопроводов, обечаек, теплообменников; фигурная — для штуцеров и врезок (седловина под прямой угол или со скосом). Главный технический параметр здесь — диаметр трубы и положение оси: машина «обнимает» трубу гусеничной цепью и движется по окружности. На крупных диаметрах (от 600 мм) разъёмные конструкции дают доступ к трубе прямо на эстакаде, без демонтажа.
Когда брать портал, а не ручную
Простое правило: если в смену режется 50 м прямых резов и больше, ручной резак становится тормозом цеха — оператор устаёт, заусенцы появляются на каждой 5-й детали, переход на следующий контур съедает несколько минут. Портальная машина окупается за 3–6 месяцев на производстве металлоконструкций, при этом не требует усложнённого обслуживания: те же мундштуки, те же редукторы, те же расходники.
Что забывают учесть
Помимо самой машины, в бюджет надо закладывать: рабочий стол / решётку, регуляторы давления, шланги, средства защиты оператора, систему вытяжки (для крытых цехов это обязательно). Без них даже самая дорогая машина даст плохой результат — на скорости реза начнёт гулять давление кислорода, оператор не выдержит дым.
Если сомневаетесь, какая машина закроет вашу задачу — пройдите квиз подбора или напишите в форму контактов: инженер пришлёт КП с конкретной моделью.